[ 02 ]
DISEÑO CAD
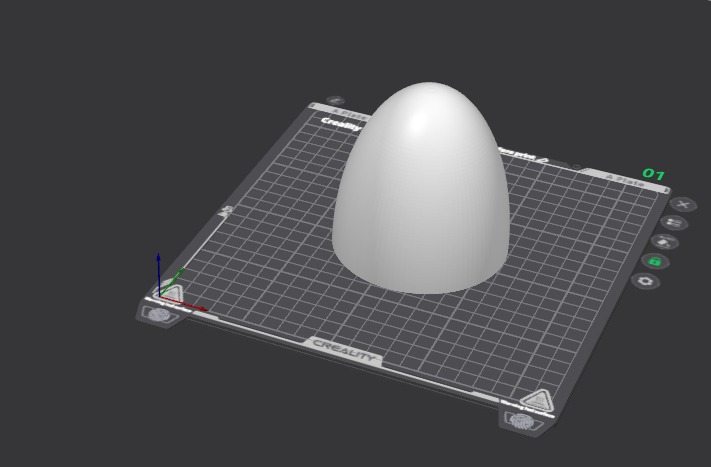
FIG.01
Modelo CAD — Punta de nariz
Vista de diseño
La geometría sigue un perfil ogival tangente, optimizado para minimizar la resistencia aerodinámica a baja velocidad. La transición suave entre el cuerpo cilíndrico y el extremo cónico reduce la turbulencia en las primeras fracciones de segundo tras el lanzamiento.
El modelo incorpora un encaje de fricción en la base para unirse al tubo del cohete sin tornillos — fundamental para una instalación y retirada rápidas entre vuelos.
Especificaciones de diseño
Perfil aerodinámico
Ogival tangente
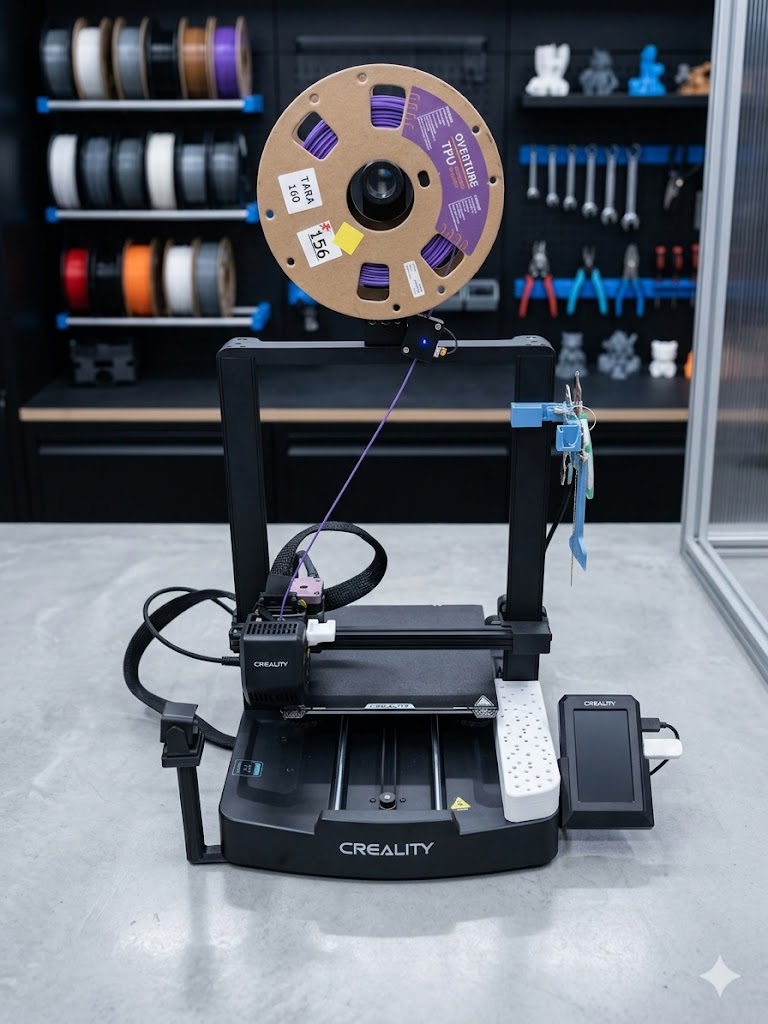
Material
TPU 95A
Unión al cohete
Encaje de fricción
Reutilizable
Sí — diseñado para impacto